")
Съдържание:
- Стъпка 1: Необходими части и материали
- Стъпка 2: Отпечатани части
- Стъпка 3: Разглобяване на степновия механизъм на DVD устройството
- Стъпка 4: Подготовка на плъзгача
- Стъпка 5: Сглобяване на плъзгачите на Y-оста
- Стъпка 6: Сглобяване на плъзгащите релси за оста X
- Стъпка 7: Окабеляване на стъпкови двигатели
- Стъпка 8: Комбиниране на оста X и Y
- Стъпка 9: Електрониката
- Стъпка 10: Сглобяване на електрониката към рамката
- Стъпка 11: Регулиране на тока на стъпковия драйвер
- Стъпка 12: Лазерен монтаж
- Стъпка 13: Подготовка
- Стъпка 14: GRBL фърмуер
- Стъпка 15: Софтуер за изпращане на G-CODE
- Стъпка 16: Промяна на системата
- Стъпка 17: Гравиране на дърво
- Стъпка 18: Рязане на тънка хартия
- Стъпка 19: Изрязване на винил и изработка на персонализирани стикери
- Автор John Day day@howwhatproduce.com.
- Public 2024-01-30 07:52.
- Последно модифициран 2025-01-23 14:36.


Това е инструкция за това как ремиксирах стария си лазерен гравьор с ЦПУ и направих стабилна версия на базиран на Arduino лазерен CNC гравьор и резачка за тънка хартия, използвайки стари DVD устройства и използвайки 250mW лазер.
Стара версия на моя CNC:
Старата версия не беше много стабилна и имаше известно колебание поради неравни части, затова реших да направя стабилна версия с помощта на 3D отпечатани части. Което ми даде отлични резултати в лазерното гравиране дори при много малки детайли, тази машина е кабел, който върши добре работата. Можете да видите детайлите в окото на гравираната картина.
Площта за игра е максимум 40 мм х 40 мм.
Стъпка 1: Необходими части и материали
- Arduino Nano (с USB кабел)
- 2x стъпков механизъм за DVD устройство
- 2x модули на драйвер за стъпков двигател A4988 (или щит GRBL)
- 250mW лазер с регулируема леща (или по -висока)
- 12v 2Amps захранване минимум
- 1x IRFZ44N N-КАНАЛ Mosfet
- 1x 10k резистор
- 1x 47ohm резистор
- 1x регулатор на напрежението LM7805 (с радиатор)
- Празна платка за печатни платки
- Мъжки и женски заглавки
- 2.5 мм JST XH-стил
- 2 -пинов мъжки конектор
- 1x 1000uf 16v кондензаторни кабели
- 8x малки неодимови магнити (които съм спасил от механизма на DVD обектива)
- 1x 2pin щепсел в конектора на винтовия клемен блок
- Ципове (100 мм)
- Супер лепило
- 6 винта M3x12
- 8x винтове M2x5
- Лазерни очила
„В този проект трябва да са необходими ЛАЗЕРНИ СТЪКЛА ЗА БЕЗОПАСНОСТ“.
Стъпка 2: Отпечатани части

STL файлове, вижте прикачения файл или отидете на:
Всички части са отпечатани в ABS материал.
Настройки за печат: Височина на слоя: 0,2 мм
Запълване: <25%
Поддържа: Не
Стъпка 3: Разглобяване на степновия механизъм на DVD устройството


Изискват се два DVD задвижващи механизма, единият за оста X и вторият за оста Y. С помощта на малка отвертка с глава Phillips премахнах всички винтове и отделих стъпковия двигател, плъзгащите се релси и приставката. Стъпковите двигатели са 4-пинов биполярен стъпков двигател.
Малкият размер и ниската цена на DVD мотора означават, че не можете да очаквате висока разделителна способност от двигателя. Това се осигурява от водещия винт. Също така, не всички такива двигатели правят 20 стъпки/об. 24 също е обща спецификация. Просто трябва да тествате двигателя си, за да видите какво прави.
Процедура за изчисляване на разделителната способност на стъпковия двигател на CD устройството:
За да се измери разделителната способност на стъпковия двигател на CD/DVD устройството, беше използван цифров микрометър. Измерва се разстоянието по протежение на винта. Общата дължина на винта с помощта на микрометър, която се оказа 51,56 мм. За да се определи стойността на оловото, което е разстоянието между две съседни нишки на винта. Нишките бяха преброени като 12 нишки в рамките на това разстояние. Олово = разстояние между съседни нишки = (обща дължина / брой нишки = 51,56 мм) / 12 = 4,29 мм / об. Ъгълът на стъпалото е 18 градуса, което съответства на 20 стъпки/оборот. Сега, когато цялата необходима информация е налична, разделителната способност на стъпковия двигател може да бъде изчислена, както е показано по -долу: Разделителна способност = (Разстояние между съседните нишки)/(N стъпки/обороти) = (4,29 мм/об)/(20 стъпки/об) = 0,214 mm/стъпка. Което е 3 пъти по -добра необходимата разделителна способност, която е 0,68 мм/стъпка.
Стъпка 4: Подготовка на плъзгача



С помощта на супер лепило залепих плъзгача и водача в една част. Пружината е прикрепена, за да се поддържа напрежението между водача и водещия винт, за да се избегне появата на черни удари.
Стъпка 5: Сглобяване на плъзгачите на Y-оста



Преди да сглобя плъзгача в основата, съм залепил 4x малки неодимови магнити (които съм спасил от механизма на DVD обектива) в X-плочата. Тези магнити помагат при задържането на детайла към работната зона.
Гладката пръчка ще поддържа плъзгащия механизъм непокътнат до основата.
Стъпка 6: Сглобяване на плъзгащите релси за оста X



Тук, използвайки супер лепило и винт, прикачих водещия механизъм към корпуса на лазера.
Прикрепете стъпковия двигател към мястото с помощта на винтовете и след това поставете гладките пръти и водещата част в отворите, като имате предвид, че плъзгачът се движи свободно, не твърде силно. И прикрепи към него страничните стълбове на рамката.
Стъпка 7: Окабеляване на стъпкови двигатели



За стъпковите двигатели съм използвал стар USB кабел, тъй като той има 4 проводника вътре и има капак върху него, и е по -гъвкав и лесен за работа.
Използвайки режим на непрекъснатост в мултицет, определете 2 бобина, намотка A и намотка B.
Направих 2 чифта тел, като избрах цветове, една двойка за бобината А и втора за бобината В.
Запоя ги и използва термосвиваема тръба върху нея.
Стъпка 8: Комбиниране на оста X и Y


Използвайки 4x винта M3x12, комбинирайте основата и двете странични рамки в един комплект.
Стъпка 9: Електрониката



ЧАСТИТЕ, ИЗПОЛЗВАНИ ЗА ШОФЬОРА СА:
- Arduino Nano.
- 2x A4988 драйвери за стъпкови двигатели.
- 1x IRFZ44N N-КАНАЛЕН МОСФЕТ.
- 1x LM7805 Регулатор на напрежение с радиатор.
- 1x 47ohm и 1x 10k резистор.
- 1x 1000uf 16V кондензатор.
- 1x 2.5 мм JST XH-Style 2pin мъжки конектор.
- МЪЖКИ И ЖЕНСКИ Заглавни щифтове.
- 1x (20 мм х 80 мм празна печатна платка).
В GRBL цифровите и аналоговите пинове на Arduino са запазени. Щифтът „Step“за осите X и Y е прикрепен съответно към цифрови щифтове 2 и 3. Щифтът „Dir“за осите X и Y е прикрепен съответно към цифрови щифтове 5 и 6. D11 е за лазерно активиране. Arduino получава захранване чрез USB кабел. A4988 Драйвери чрез външен източник на захранване. Всички наземни споделят общи връзки. VDD на A4988 са свързани към 5V на Arduino. Лазерът, който използвах, работи на 5V и има вградена верига с постоянен ток. За постоянен 5V източник от външното захранване се използва LM7805 регулатор на напрежението. Радиаторът е задължителен. N-КАНАЛНИЯТ MOSFET IRFZ44N работи като електронен превключвател, когато получава цифров висок сигнал от пин D11 на Arduino. ЗАБЕЛЕЖКА: 5V от Arduino nano не може да се използва, защото лазерът извлича повече от 250mA и Arduino Nano не е в състояние да достави толкова много ток.
Конфигуриране на микро стъпване за всяка ос.
MS0 MS1 MS2 Microstep резолюция.
Ниска Ниска Ниска Пълна стъпка. Висока Ниска Ниска Половин стъпка.
Ниска Висока Ниска Квартална стъпка.
Високо Високо Ниско Осма стъпка.
Високо Високо Високо Шестнадесета стъпка.
3 -те пина (MS1, MS2 и MS3) са за избор на една от петте стъпалови резолюции съгласно горната таблица на истината. Тези щифтове имат вътрешни изтеглящи се резистори, така че ако ги оставим изключени, платката ще работи в режим на пълна стъпка. Използвах конфигурацията от 16 -та стъпка за гладко и без шум. Повечето (но със сигурност не всички) стъпкови двигатели правят 200 пълни стъпки на оборот. Чрез подходящо управление на тока в бобините е възможно двигателят да се движи на по -малки стъпки. Pololu A4988 може да накара двигателя да се движи на 1/16 стъпки - или 3, 200 стъпки на оборот. Основното предимство на микростепенността е да се намали грапавостта на движението. Единствените напълно точни позиции са позициите с пълна стъпка. Двигателят няма да може да задържа неподвижно положение в една от междинните позиции със същата точност на позицията или със същия задържащ въртящ момент, както при позициите на пълната стъпка. Най -общо казано, когато се изискват високи скорости, трябва да се използват пълни стъпки.
Стъпка 10: Сглобяване на електрониката към рамката


Сглобете платката на водача на задната плоча с помощта на 2x винтове M2 и към рамката на машината с помощта на 2x винтове M3x12. Включени връзките за стъпкови двигатели X, Y и лазера.
Стъпка 11: Регулиране на тока на стъпковия драйвер


За да се постигнат високи стъпки, захранването на двигателя обикновено е много по -високо, отколкото би било допустимо без ограничаване на активния ток. Например, типичен стъпков двигател може да има максимален токов рейтинг от 1A с 5Ω съпротивление на бобината, което би означавало максимално захранване на двигателя от 5 V. Използването на такъв двигател с 12 V би позволило по -високи стъпки, но токът трябва активно да се ограничи до 1A, за да се предотврати повреда на двигателя. A4988 поддържа такова ограничаване на активния ток, а потенциометърът на тримера на платката може да се използва за задаване на ограничението на тока. Един от начините за задаване на ограничението на тока е да поставите драйвера в режим на пълна стъпка и да измервате тока, преминаващ през една бобина на двигателя, без да синхронизирате входа STEP. Измереният ток ще бъде 0,7 пъти границата на тока (тъй като и двете намотки са винаги включени и ограничени до 70% от настройката за ограничение на тока в режим на пълна стъпка). Моля, обърнете внимание, че промяната на логическото напрежение, Vdd, на различна стойност ще промени текущата граница, тъй като напрежението на „ref“щифта е функция на Vdd. Друг начин за задаване на граница на тока е да се измери напрежението директно върху потенциометъра и да се изчисли получената граница на тока (токовите резистори са 0,1 Ω). Границата на тока се отнася до референтното напрежение, както следва: Ограничение на тока = VREF × 1,25 Така че, например, ако референтното напрежение е 0,6 V, границата на тока е 0,75A. Както бе споменато по-горе, в режим на пълна стъпка, токът през намотките е ограничен до 70% от границата на тока, така че за да получите ток на бобина с пълна стъпка от 1A, границата на тока трябва да бъде 1A/0,7 = 1,4A, което съответства към VREF от 1.4A/1.25 = 1.12 V. Вижте листа с данни A4988 за повече информация. Забележка: Токът на бобината може да бъде много различен от тока на захранването, така че не трябва да използвате тока, измерен при захранването, за да зададете границата на тока. Подходящото място за поставяне на текущия измервателен уред е последователно с една от бобините ви на стъпков двигател.
Стъпка 12: Лазерен монтаж



Лазерът, който използвах, е фокусируем лазерен модул 200-250mW 650nm. Външният метален корпус работи като радиатор за лазерния диод. Има фокусиран обектив за регулиране на лазерната точка. Свържете терминала на лазерния проводник към гнездото за лазер на платката на водача.
Можете да получите един тук.
Стъпка 13: Подготовка


С помощта на четири малки неодимови магнита заключете детайла на работното легло и поставете оста X и Y в първоначално положение (начало). Захранвайте платката на драйвера чрез външен източник на захранване и Arduino Nano към компютър чрез USB A към USB Mini B кабел.
Захранвайте и платката чрез външен източник на захранване.
БЕЗОПАСНОСТ ПЪРВИ. ЛАЗЕРНИ СТЪКЛА ЗА БЕЗОПАСНОСТ ТРЯБВА ДА ИМАТ
Стъпка 14: GRBL фърмуер



- Изтеглете GRBL тук
- Извлечете на работния плот папката grbl-master, намирате я във файла master.zip
- Стартирайте Arduino IDE
- От менюто на лентата с приложения изберете: Sketch -> #include Library -> Add Library from file. ZIP
- Изберете папката grbl, която можете да намерите в папката grlb-master и щракнете върху Отвори
- Библиотеката вече е инсталирана и софтуерът IDE ще ви покаже това съобщение: Библиотеката е добавена към вашата библиотека. Проверете менюто „Включване на библиотеки“.
- След това отворете пример, наречен "grbl upload" и го качете на дъската си arduino.
Стъпка 15: Софтуер за изпращане на G-CODE



Също така се нуждаем от софтуер за изпращане на G-код до CNC, за който съм използвал LASER GRBL
LaserGRBL е един от най -добрите Windows GCode стример за DIY лазерен гравьор. LaserGRBL е в състояние да зареди и предаде GCode път към arduino, както и да гравира изображения, снимки и лого с вътрешен инструмент за преобразуване.
LASER GRBL Изтегляне.
LaserGRBL постоянно проверява за налични COM портове на машината. Списъкът с портове ви позволява да изберете COM порта, към който е свързана вашата контролна платка.
Моля, изберете правилната скорост на предаване за връзката според конфигурацията на фърмуера на вашата машина (по подразбиране 115200).
Настройки на Grbl:
$$ - Преглед на настройките за Grbl
За да видите настройките, въведете $$ и натиснете enter след като се свържете с Grbl. Grbl трябва да отговори със списък на текущите системни настройки, както е показано в примера по -долу. Всички тези настройки са постоянни и се съхраняват в EEPROM, така че ако изключите захранването, те ще се заредят отново при следващото включване на вашия Arduino.
$ 0 = 10 (стъпков импулс, usec)
$ 1 = 25 (стъпка на празен ход, мсек)
$ 2 = 0 (маска за инвертиране на стъпков порт: 00000000)
$ 3 = 6 (инвертираща маска на порт dir: 00000110)
$ 4 = 0 (стъпка активиране инвертиране, bool)
$ 5 = 0 (инвертиране на граничните щифтове, бул)
$ 6 = 0 (инвертиране на щифта на сондата, бул)
$ 10 = 3 (маска за доклад за състоянието: 00000011)
$ 11 = 0,020 (отклонение на кръстовището, мм)
$ 12 = 0,002 (толеранс на дъгата, мм)
$ 13 = 0 (инчове на отчета, бул)
$ 20 = 0 (меки граници, бул)
$ 21 = 0 (твърди граници, бул)
$ 22 = 0 (цикъл на самонасочване, бул)
$ 23 = 1 (инвертираща маска за самонасочване: 00000001)
$ 24 = 50.000 (подаване на самонасочване, mm/min)
$ 25 = 635.000 (търсене на самонасочване, мм/мин)
$ 26 = 250 (homing debounce, ms)
$ 27 = 1.000 (издърпване на самонасочване, мм)
$ 100 = 314.961 (x, стъпка/mm)
$ 101 = 314.961 (y, стъпка/mm)
$ 102 = 314.961 (z, стъпка/mm)
$ 110 = 635.000 (x максимална скорост, mm/min)
$ 111 = 635.000 (y максимална скорост, mm/min)
$ 112 = 635.000 (z максимална скорост, mm/min)
$ 120 = 50.000 (x ускорение, mm/sec^2)
121 = 50.000 (y ускорение, mm/sec^2)
$ 122 = 50.000 (z ускорение, mm/sec^2)
$ 130 = 225.000 (x макс. Ход, мм)
$ 131 = 125.000 (y макс. Ход, мм)
$ 132 = 170.000 (z макс. Ход, mm)
Стъпка 16: Промяна на системата



Тук идва най -трудната част от проекта.
-Регулиране на лазерния лъч във възможно най -малката точка на детайла. Това е най -сложната част, която изисква време и търпение, използвайки метода за следи и грешки.
-Промяна на настройките на GRBL за $ 100, $ 101, $ 130 и $ 131
Моята настройка за GRBL е $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Опитах да гравирам квадрат от 40 мм страни и след толкова много грешки и промяна на настройката на grbl, получавам правилната 40 мм линия, гравирана от двете оси X и Y. Ако разделителната способност на оста X и Y не е еднаква, изображението ще се мащабира в двете посоки.
Имайте предвид, че не всички стъпкови двигатели от DVD устройствата са еднакви.
Това е дълъг и отнемащ време процес, но резултатите са толкова задоволителни, когато се променят.
Потребителски интерфейс на LaserGRBL.
- Контрол на връзката: тук можете да изберете сериен порт и подходяща скорост на предаване за връзка, според конфигурацията на фърмуера на grbl.
- Контрол на файлове: това показва зареденото име на файла и процеса на гравиране. Зеленият бутон „Възпроизвеждане“ще стартира изпълнението на програмата.
- Ръчни команди: можете да въведете всеки ред на G-Code тук и да натиснете „enter“. Командите ще бъдат подредени в опашката на командите.
- Дневник на командите и кодове за връщане на команди: показват команди в ред и тяхното състояние на изпълнение и грешки.
- Управление с джогинг: позволява ръчно позициониране на лазера. Левият вертикален плъзгач контролира скоростта на движение, размерът на стъпката за управление на десния плъзгач.
- Визуализация на гравиране: тази област показва предварителна визуализация на работата. По време на гравирането малък син кръст ще покаже текущата позиция на лазера по време на изпълнение.
- Grbl нулиране/насочване/отключване: тези бутони изпращат команда за меко нулиране, насочване и отключване към grbl дъската. Вдясно от бутона за отключване можете да добавите някои дефинирани от потребителя бутони.
- Задържане и възобновяване на емисията: тези бутони могат да преустановят и възобновят изпълнението на програмата, изпращайки команда Задържане на фураж или Възобновяване на grbl дъската.
- Брой линии и проекция на времето: LaserGRBL може да изчисли времето за изпълнение на програмата въз основа на действителната скорост и напредъка на работата.
- Отменя състоянието и контрола: показва и променя действителната скорост и отменя мощността. Overrides е нова функция на grbl v1.1 и не се поддържа в по -старата версия.
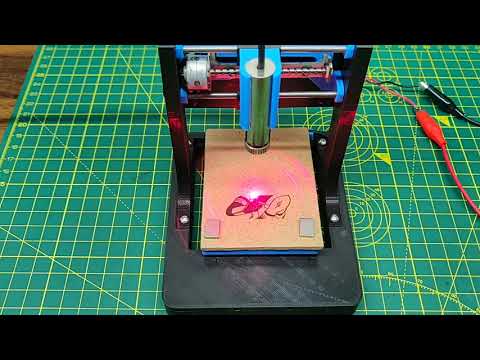
Стъпка 17: Гравиране на дърво




Импортирането на растер ви позволява да заредите изображение от всякакъв вид в LaserGRBL и да го превърнете в инструкции за GCode без нужда от друг софтуер. LaserGRBL поддържа снимки, клип арт, рисунки с молив, лога, икони и се опитва да направи най -доброто с всякакъв вид изображение.
Може да се извика от менюто „Файл, отвори файл“, като изберете изображение от тип jpg,-p.webp
Настройката за гравиране е различна за всички материали.
Определете скоростта на гравиране на mm и линии за качество на mm Видео Приложен е интервалът от време на целия процес.
Стъпка 18: Рязане на тънка хартия

Този 250mW лазер също може да реже тънки хартии, но скоростта трябва да е много ниска, т.е.не повече от 15 mm/min и лазерният лъч трябва да се регулира правилно.
Прикаченото видео е забавянето на целия процес.
Стъпка 19: Изрязване на винил и изработка на персонализирани стикери


Направих някакъв персонализиран винилов стикер. Граничната скорост се променя по отношение на цвета на използвания винил.
С тъмните цветове е лесно да се работи, докато по -светлите цветове са доста сложни.
Горните изображения демонстрират как да използвате винилови стикери, направени с помощта на CNC.
Но имайте предвид, че изгарянето на винил отделя канцерогенни изпарения. Миришат наистина лошо.
♥ Специални благодарности на разработчиците на GRBL:)
Надявам се, че този проект ви е харесал, уведомете ме в коментарите, ако имате въпроси, бих искал да видя и снимки на вашите машини с ЦПУ!
Благодаря!! за вашата подкрепа.
Препоръчано:
Ротационен плоттер за бутилки с ЦПУ: 9 стъпки (със снимки)
")
Ротационен плоттер за бутилки с ЦПУ: Взех някои ролки, които вероятно се използват в принтера. Хрумна ми идеята да ги превърна в оста на въртене на CNC плотер за бутилки. Днес бих искал да споделя как да се изгради плотер за бутилки с ЦПУ от тези ролки и други отпадъци
Лазерно гравиране с влакна - нож за готвачи от въглеродна стомана: 3 стъпки

Лазерно гравиране с влакна - Нож за готвачи от въглеродна стомана: Това е моят видео инструктаж, показващ лазерно гравиране на кухненски нож от въглеродна стомана. Надявам се да ви хареса
МИНИ МАШИНА ЗА ЧЕРЕЖЕНЕ С ЦПУ: 6 стъпки

DIY МИНИ МАШИНА С ЧПУ: Това е мини cnc машина за рисуване
Направи си сам 3D лазерно гравиране с прибл. 38x29cm Гравиране: 15 стъпки (със снимки)
")
Направи си сам 3D лазерно гравиране с прибл. 38x29cm Гравираща област: Една дума предварително: Този проект използва лазер с голямо количество излъчена мощност. Това може да бъде много вредно за различни материали, кожата и особено очите ви. Затова бъдете внимателни, когато използвате тази машина и се опитайте да блокирате всяка директна и
Дистанционно спиране и монитор с ЦПУ: 11 стъпки (със снимки)
")
Дистанционно спиране и мониториране с ЦПУ: Този проект осигурява евтино средство за дистанционно изпълнение на STOP (ALT+S) до Mach3. Това се постига с Raspberry Pi (RPi) + камера, свързана към компютър чрез USB кабел. Наблюдението и активирането на STOP на CNC се извършва с видео